

│ŻęŖå¢Ņ}
äØŠĆŲĮ░ÕĄ─▒Ē├µ─źŽ„ĘĮĘ©
▒Š╬─ī¦(d©Żo)ūxŻ║
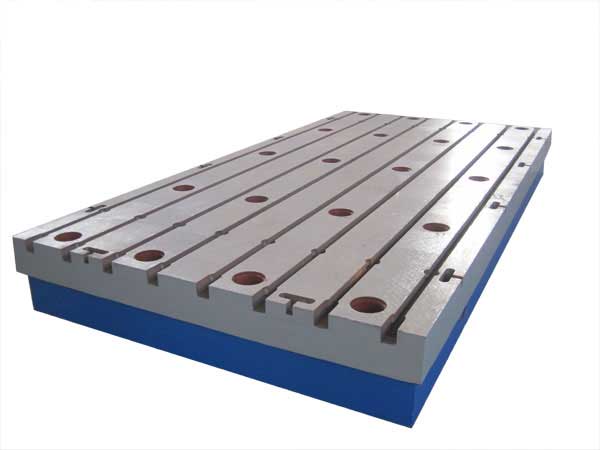





äØŠĆŲĮ░ÕĄ─▒Ē├µąĶę¬║▄ŲĮš¹Ż¼Š½Č╚į┌3╝ēęį╔ŽŻ¼Ė─▀MäØŠĆŲĮ░ÕĄ─▒Ē├µ╝ė╣ż╣ż╦ćĪŻė├─źŽ„┤·╠µ╣╬čą▀MąąŠ½╝ė╣żĪŻ╣ż╦ć┬ĘŠĆ×ķŻ║┤ų┼┘ę╗Š½┼┘ę╗Ģrą¦ę╗┤ų─źę╗░ļŠ½─źę╗Š½─źĪŻ
ĪĪĪĪ░┤│ŻęÄ(gu©®)─źŽ„ĶTĶFæ¬(y©®ng)▀xė├╠╝╗»╣Ķ╔░▌åŻ¼Ą½ę“╠╝╗»╣Ķ▒Š╔Ē┘|(zh©¼)┤ÓŻ¼ęū▒└╦ķŅw┴Ż│╔ßśĀŅŻ¼ą▐š¹Ģrļyęįą╬│╔Ą╚Ė▀╬ó╚ąŻ¼─źŽ„ĢrĢ■╩╣ŪąŽ„┴”į÷╝ėŻ¼ļyęį▀_(d©ó)ĄĮĄ═Ą─┤ų▓┌Č╚Ż¼Č°äéė±ŅÉ╔░▌åŠ▀ėą▌^Ė▀Ą─ÖCąĄÅŖČ╚Ż¼Ņw┴Ż▓╗ęū╦ķ┴čŻ¼ęūą╬│╔Ą╚Ė▀╬ó╚ąŻ¼ę“┤╦į┌ŲĮ│▀─źŽ„ųą╬ęéā▀xė├┴╦░ūäéė±╔░▌åĪŻ
ĪĪĪĪ╔░▌åĄ─ė▓Č╚▀xė├K╝ēĪŻ╠½ė▓ätūįõJąį▓ŅŻ¼─ź┴ŻŌg╗»║¾▓╗ęū├ō┬õŻ¼└^└m(x©┤)─źŽ„Š═Ģ■į÷╝ė─źŽ„┴”║═─źŽ„¤ßŻ¼╩╣▒Ē├µ┤ų▓┌Č╚ūā┤¾Ż¼┴Ń╝■ūāą╬į÷╝ėŻ¼╠½▄øŪę│ŻĢ■│÷¼F(xi©żn)─źŽ„▓╗Š∙ä“Ą╚¼F(xi©żn)Ž¾ĪŻ╔░▌åĄ─┴ŻČ╚┤ų─źĢr▀x 40#Ż¼ęį╠ßĖ▀ą¦┬╩Ż¼Š½─źĢr▀x80#Ż¼ęį▒ŻūCŲõ▒Ē├µŠ½Č╚ę¬Ū¾ĪŻ
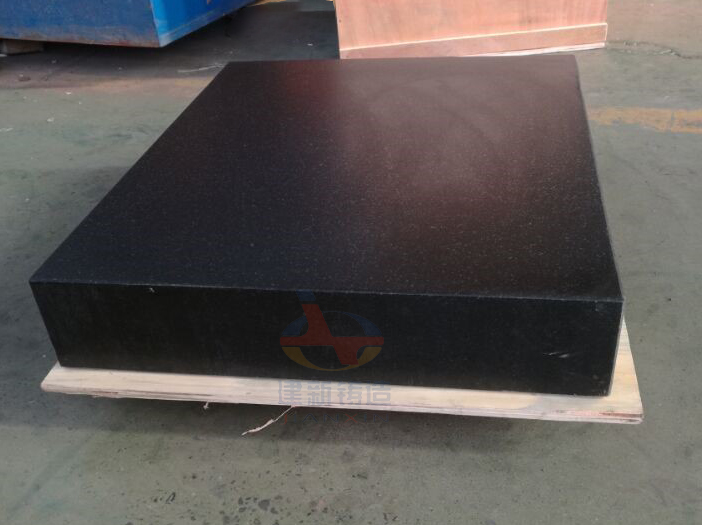
ĪĪĪĪ░┤│ŻęÄ(gu©®)─źŽ„ĶTĶFæ¬(y©®ng)▀xė├╠╝╗»╣Ķ╔░▌åŻ¼Ą½ę“╠╝╗»╣Ķ▒Š╔Ē┘|(zh©¼)┤ÓŻ¼ęū▒└╦ķŅw┴Ż│╔ßśĀŅŻ¼ą▐š¹Ģrļyęįą╬│╔Ą╚Ė▀╬ó╚ąŻ¼─źŽ„ĢrĢ■╩╣ŪąŽ„┴”į÷╝ėŻ¼ļyęį▀_(d©ó)ĄĮĄ═Ą─┤ų▓┌Č╚Ż¼Č°äéė±ŅÉ╔░▌åŠ▀ėą▌^Ė▀Ą─ÖCąĄÅŖČ╚Ż¼Ņw┴Ż▓╗ęū╦ķ┴čŻ¼ęūą╬│╔Ą╚Ė▀╬ó╚ąŻ¼ę“┤╦į┌ŲĮ│▀─źŽ„ųą╬ęéā▀xė├┴╦░ūäéė±╔░▌åĪŻ
ĪĪĪĪ╔░▌åĄ─ė▓Č╚▀xė├K╝ēĪŻ╠½ė▓ätūįõJąį▓ŅŻ¼─ź┴ŻŌg╗»║¾▓╗ęū├ō┬õŻ¼└^└m(x©┤)─źŽ„Š═Ģ■į÷╝ė─źŽ„┴”║═─źŽ„¤ßŻ¼╩╣▒Ē├µ┤ų▓┌Č╚ūā┤¾Ż¼┴Ń╝■ūāą╬į÷╝ėŻ¼╠½▄øŪę│ŻĢ■│÷¼F(xi©żn)─źŽ„▓╗Š∙ä“Ą╚¼F(xi©żn)Ž¾ĪŻ╔░▌åĄ─┴ŻČ╚┤ų─źĢr▀x 40#Ż¼ęį╠ßĖ▀ą¦┬╩Ż¼Š½─źĢr▀x80#Ż¼ęį▒ŻūCŲõ▒Ē├µŠ½Č╚ę¬Ū¾ĪŻ
╔Žę╗Ų¬╬─š┬Ż║Ąž▄ēĄ─▒ŻB(y©Żng)ĘĮĘ©..ĪŠ2009/11/17Ī┐
Ž┬ę╗Ų¬╬─š┬Ż║┬õĄžńM┤▓ŲĮ┼_Ą─▀xė├ĘĮĘ©..ĪŠ2009/11/18Ī┐
Ž┬ę╗Ų¬╬─š┬Ż║┬õĄžńM┤▓ŲĮ┼_Ą─▀xė├ĘĮĘ©..ĪŠ2009/11/18Ī┐